
Regenerative Burners
Applications
- High Temperature Direct Fired Industrial Processes
- Heat Treat
- Glass Manufacturing
- Metal Melting
- High Temperature Incineration
Overview
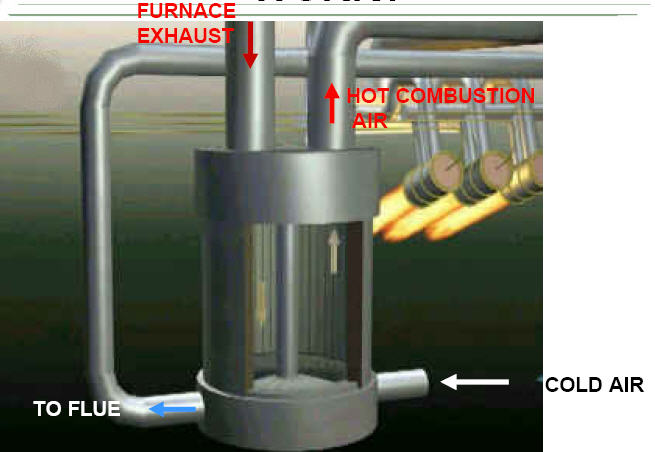
High temperature applications such as Heat Treat, Incinerators, Metal and Glass Melting, and other processes in excess of 1,000F have a tremendous potential for heat recovery using Regenerative Burners. The combustion air and gas supply to a burner must be heated to a temperature in excess of the furnace operating temperature, before it’s fuel value adds to the process. Typically, this heating comes from the combustion process itself, thereby leaving fewer BTUs for the actual process. If the air and fuel can be heated before combustion, every BTU of preheat, is a BTU that is now available for the process. Because the heat recovery process is expensive and relatively inefficient, it is typically only done for high temperature applications where there are a LOT of BTUs to work with.

In the photo to the right, this Heat Treat Furnace is equipped with Regenerative Burners (see enlargement). The exhaust gas passes across a heat exchanger that pre-heats the incoming combustion air.

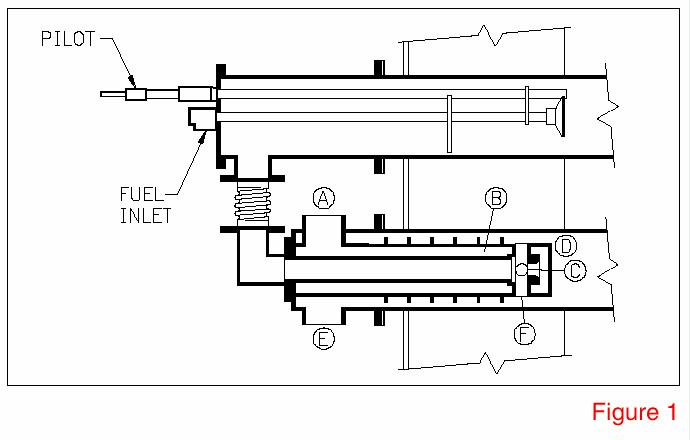
Bloom Engineering Recuperative Burner
See Cut-Away Drawing below

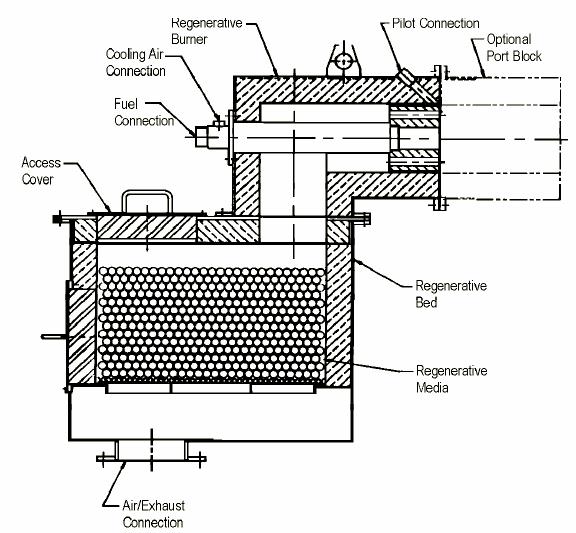
Recuperated Radiant Tube Burner Operation
(See Figure 1 Below) Ambient combustion air enters the burner at Point “A” and travels through multiple fins within the recuperator. As high pressure preheated combustion air exits the fins at Point “B,” the air then discharges through the flow nozzle at Point “C,” creating a negative pressure to induce Products Of Combustion (POC) across the multiple orifices at Point “F”. The POC enters the recuperator at Point “D” and exits the exhaust tee at Point “E”.
The burner is designed to operate with 2% O2 in the POC exhaust stream. The combustion air is preheated to 900°F to 1,000°F at Point “B” and mixes with POC at 1,900°F to 2,000°F in proportions to obtain a vitiated stream with an oxygen content of 17% to 18% O2 . The vitiated stream then flows through the return duct within the recuperator and then to the burner where it passes around Bloom’s flame retention nozzle. Fuel staging or air staging nozzles may be considered for further enhanced performance.
Hauck EcoReg
The Hauck EcoReg uses a recuperator external of the burner(s). It captures waste heat from the exhaust stream and preheat combustion air that can be used to supply single or multiple burners. The EcoReg® is available in 8 sizes for gas and oil fired burner systems. Maximum power output ranges from 4 million to 82 million Btu/hr (1.2 to 24 MW).
Diagram of the Hauck EcoReg heat recovery unit
Installation of a large Hauck EcoReg (to Right) on a large furnace.

Outside installation of a small EcoReg unit, ducted to furnace located inside (other side of block wall)

More Information
For Boiler Stack Economizers, see Boiler Stack Economizer
Manufacturers
Bloom Engineering
5460 Horning Road
Pittsburgh, PA 15236
Telephone: 412-653-3500
Web site www.bloomeng.com
Hauck Manufacturing
PO Box 90
Lebanon, PA 17042
Telephone: 717-272-3051
Web site www.hauckburner.com
WS Thermal Process Technology Inc.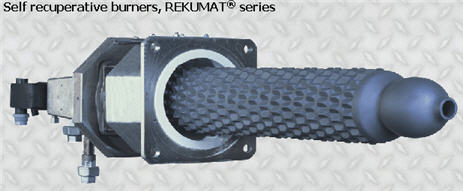
719 Sugar Lane
Elyria, OH 44035
Telephone: 440-365-8029
Web site www.flox.com
Source: Bloom Engineering web site 10/01; Hauck photos from presentation to ESC 2/2005 by Jack Marino, VP Hauck; Rev 10/2005; revised 3/2008 WE Thermal added;
© 2008 Energy Solutions Center400 N. Capitol Street NWWashington, DC 20001 All rights reserved. Legal Contact our webmaster